



Refineries operate under some of the most demanding process conditions found in the energy industry. High pressure, elevated temperature, sour media, corrosive fluids, and frequent thermal cycling place strict requirements on valve performance. In these environments, ball valves are widely used because they provide reliable shutoff, low pressure loss, and fast operation. However, selecting the best ball valve for refinery applications depends less on the valve type itself and more on matching the design to the process conditions. Why Ball Valves Are Common in Refinery Service Refinery units handle hydrocarbons, hydrogen, steam, sulfur compounds, and various aggressive chemicals. If bubble-tight isolation is required, then trunnion mounted ball valves are generally preferred for larger sizes and higher pressure classes because seat loading remains stable under differential pressure. Floating ball valves are more common in small-bore lines where compact dimensions and simple construction are advantageous. API 6D and ASME B16.34 designs are frequently specified for refinery piping systems. Fire-safe construction in accordance with API 607 or API 6FA is often mandatory because accidental loss of soft seats must not result in external leakage. If the process medium contains hydrogen sulfide, then materials must comply with NACE MR0175 to reduce the risk of sulfide stress cracking. Material Selection Depends on Process Media Material compatibility is one of the primary factors affecting service life. Carbon steel valves are suitable for many hydrocarbon services, while stainless steel provides improved corrosion resistance in wet and chemically aggressive environments. Duplex and super duplex stainless steels are selected when chloride-induced corrosion becomes a concern. If the process contains sulfur compounds or sour gas, then hardness control and material qualification become critical. In high-temperature applications, thermal expansion must be considered because excessive growth can increase operating torque and accelerate seat wear. If severe erosion is expected, then hard-faced balls and seats with tungsten carbide or chromium carbide coatings can significantly improve durability. Sealing Performance and Failure Prevention Soft-seated ball valves provide excellent shutoff performance, but seat materials determine their temperature limits. PTFE and reinforced PTFE are common in moderate-temperature services, while PEEK offers improved mechanical strength and higher temperature capability. If temperatures exceed the limits of polymer seats, then metal-seated ball valves become a more suitable solution. Most valve failures in refineries are related to seat damage, stem leakage, or corrosion. If particulate contamination is present, then cavity fillers or metal seats may reduce wear. Double block and bleed configurations are often used where positive isolation is required for maintenance...
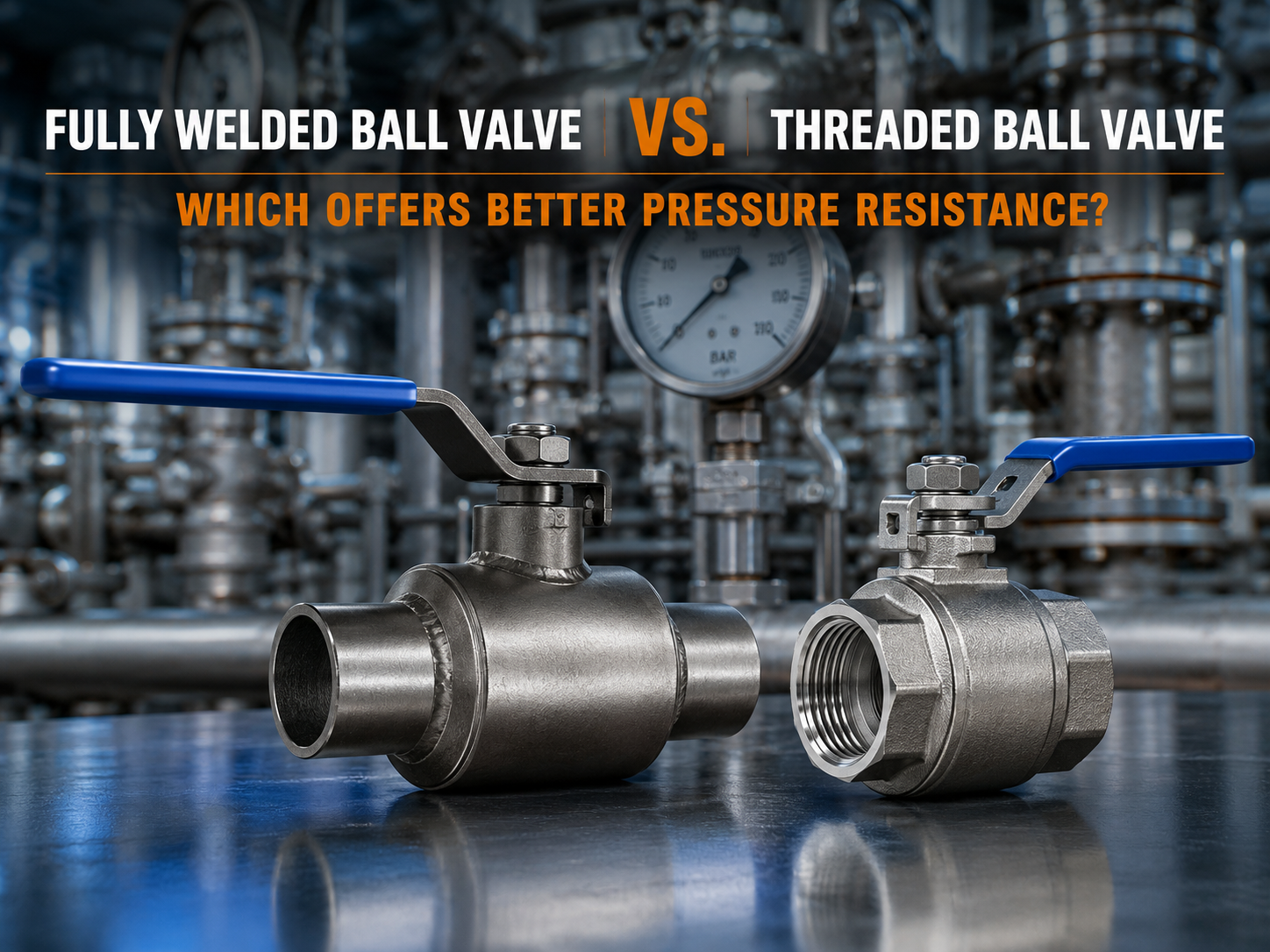
In natural gas transmission, district heating networks, petrochemical facilities, and industrial utility systems, ball valves are widely used for reliable flow isolation. One of the most common questions during valve selection is: Which provides better pressure resistance—a fully welded ball valve or a threaded ball valve? Understanding the Structural Difference Between Fully Welded and Threaded Ball Valves From a structural perspective, fully welded ball valves generally offer higher pressure-bearing capability. The valve body is manufactured using a fully welded construction, eliminating threaded body connections and reducing stress concentration points associated with mechanical joints. Under high-pressure conditions, frequent pressure fluctuations, or significant temperature changes, the welded structure can provide greater mechanical integrity and more stable sealing performance. Threaded ball valves, by contrast, rely on threaded connections to assemble the valve body. While this design simplifies installation and maintenance, threaded joints are inherently more susceptible to stress and deformation. As system pressure increases or when vibration and thermal expansion-contraction cycles are present, threaded connections may become vulnerable to loosening, potentially resulting in external leakage. Common field indications include leakage around the stem packing area, seepage from body connections, or accelerated wear of sealing components. Why Fully Welded Ball Valves Typically Offer Higher Pressure Resistance The primary advantage of a fully welded ball valve lies in its one-piece welded body construction. Without threaded body joints, the valve can better withstand internal pressure loads and reduce the possibility of leakage caused by connection failure. In applications involving high operating pressures, pressure surges, or repeated thermal cycles, the welded structure maintains better dimensional stability and structural strength. This is one of the key reasons why fully welded ball valves are widely used in gas transmission pipelines, district heating systems, and other critical infrastructure projects. How Sealing Performance Affects Pressure Capability In high-pressure service, valve failure is not determined solely by body strength. The sealing system also plays a critical role. Fully welded ball valves typically utilize an integral body design that minimizes potential external leakage paths and provides more consistent support for the seat sealing surfaces. In threaded ball valves, small dimensional changes at threaded joints during long-term pressure cycling may affect seat loading, potentially increasing the risk of internal leakage. If significant leakage, abnormal deformation, or pressure test failure is observed, the valve should be removed from service and inspected immediately. For flammable, toxic, or high-temperature media, disassembly and maintenance under pre...
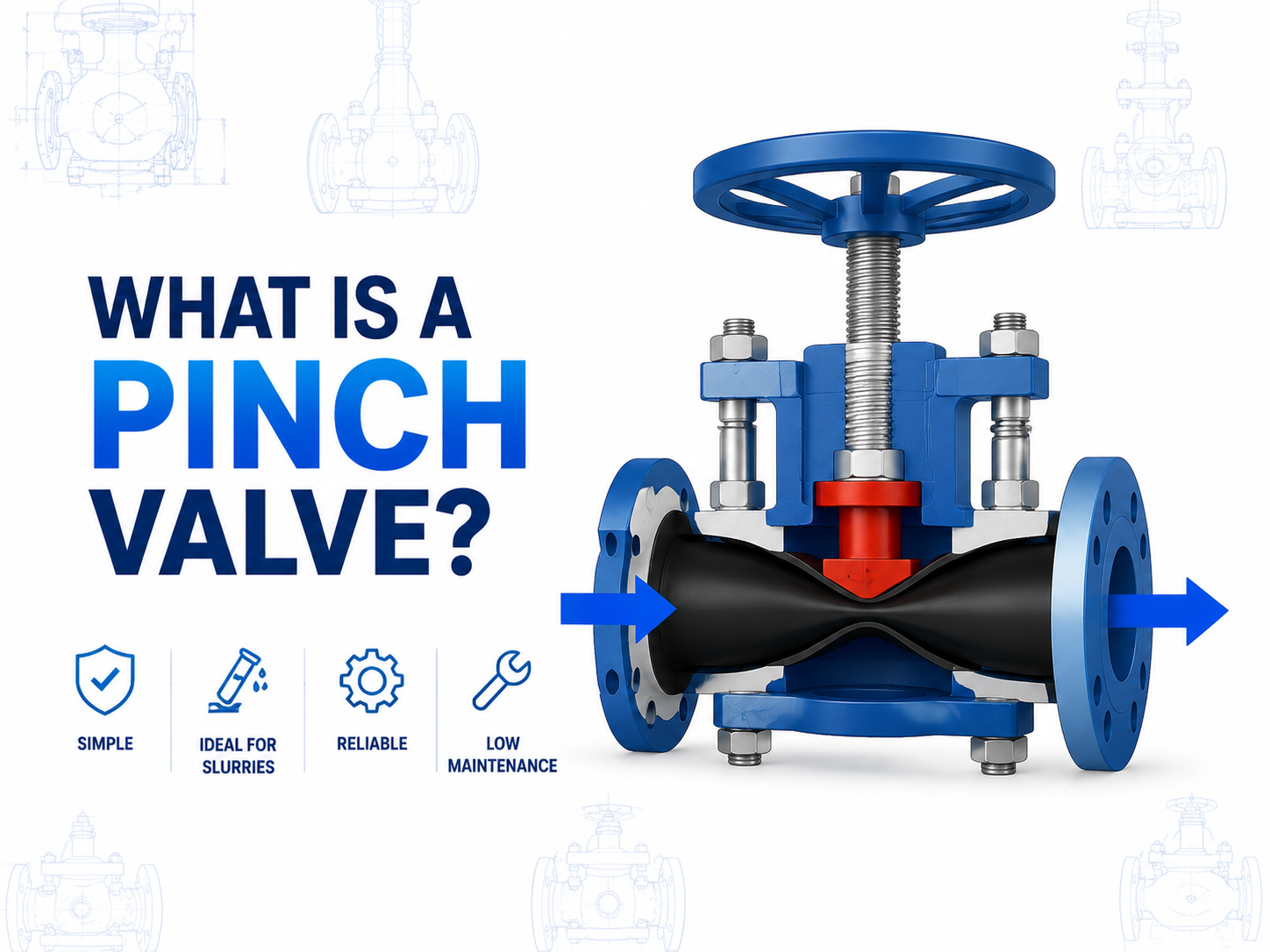
Introduction A pinch valve is a type of linear valve in which the flow of fluid is controlled by compressing a flexible sleeve. Unlike conventional metal-seated valves, pinch valves rely on a resilient elastomer tube that is “pinched” closed by a mechanical or pneumatic actuator to stop or regulate flow. This design allows full-bore flow with minimal obstruction when open and tight shut-off when closed, making pinch valves suitable for abrasive, corrosive, or slurry-type media. Pinch valves are used across industries such as water and wastewater treatment, chemical processing, mining, pneumatic conveying, and slurry handling. Their simple structure and minimal internal components make them resistant to clogging, easy to maintain, and particularly effective in systems where suspended solids or corrosive chemicals are present. Structure and Working Principle The key element of a pinch valve is its elastomer sleeve, which serves as both the sealing surface and the flow channel. When the actuator compresses the sleeve against the valve body, the valve closes and prevents fluid passage. Releasing the pinch pressure allows the sleeve to return to its original shape, enabling full flow. Valves may have manual, pneumatic, or electric actuators. The sleeve material—commonly natural rubber, EPDM, NBR, or specialty compounds—is selected based on chemical compatibility, temperature limits, and abrasion resistance. The valve body, typically made of carbon steel, stainless steel, or plastic, provides structural support and pressure containment. Key Advantages and Engineering Considerations Pinch valves are appreciated for their simplicity and reliability in handling challenging fluids. Because the sleeve is the only wetted component, there is minimal contact between the media and the valve body, reducing corrosion risk. They are inherently “full bore,” which minimizes pressure drop and makes them suitable for high-solids content flows. However, their performance depends heavily on proper sleeve selection, pinch force, and actuator alignment. Misapplication—such as exceeding temperature limits, using incompatible chemicals, or operating with high-pressure abrasive slurry—can accelerate sleeve wear, affect sealing integrity, or shorten service life. For engineers and procurement professionals, specifying the correct sleeve material, actuator type, and pressure rating is crucial to ensure reliable operation. Practical Advice for Industrial Use Maintenance is generally straightforward: sleeve inspection, replacement schedules, and actuator calibration are the main tasks. In critical systems handling toxic, flammable, or high-temperature media, maintenance must follow strict lockout-tagout and isolation procedures. Selecting a sleeve material with both chemical resistance and abrasion tolerance is key to extending service life, while actuator force ...


An oil terminal operator in South Africa, handling multiple light petroleum products such as HSD, MA, and JET-A1 within its pipeline system, encountered the following key challenges:
● Volatile and complex media: Aviation fuels such as JET-A1 require extremely high sealing performance; even minor leakage poses significant safety risks.
● Frequent media switching: Reliable physical isolation is required during product changeover. Conventional valves cannot achieve absolute shut-off.
● Insufficient sealing performance: Standard gate valves and ball valves present a risk of internal leakage after prolonged service.
● Strict safety requirements: The client specified a clear requirement for “zero visible leakage.”
To address these operating conditions, Dervos Valves supplied a Slide Blind Valve, with the following key configurations:
Design Type: Slide Blind (Spectacle Blind / Line Blind)
● Switching between a solid plate and a spacer enables complete shut-off or full flow.
● Provides visual and verifiable positive isolation, meeting high safety requirements.
Sealing Design: Drip-tight Construction
● Effectively prevents leakage and evaporation of light hydrocarbons.
● Suitable for stringent sealing requirements of aviation fuel service.
Pressure Rating and Standards:
● Class 150, in accordance with ASME B16.34
● Flanged connection: Raised Face (RF)
Material: ASTM A105 Forged Steel
● Offers high mechanical strength and pressure resistance.
● Well-suited for petroleum service, balancing cost efficiency and reliability.
Operation: Worm Gear (Turbine Drive)
● Suitable for large diameter (10") applications, reducing manual effort.
● Enhances operational stability and safety during switching.
In actual operation, the slide blind valve enabled reliable physical isolation between different petroleum products, ensuring a clearly verifiable disconnected state during media switching. This fundamentally eliminates the risk of internal leakage associated with conventional valves.
The drip-tight design effectively controlled evaporation and leakage when handling light hydrocarbons such as HSD, MA, and JET-A1, significantly improving on-site safety performance. In addition, the worm gear operation provided smoother and more controlled switching, reducing manual effort and minimizing the risk of operational errors, even in large-diameter applications.
Overall, the solution not only met the client’s stringent requirements for high sealing integrity and safety, but also improved the operational stability and maintenance reliability of the pipeline system.
If you are interested in our products and want to know more details,please leave a message here,we will reply you as soon as we can.

The refinery of MOL, located in Hungary, requires regular ball valve and check valve replacements to maintain optimal performance. As a trusted check and ball valve supplier of MOL, DERVOS continues to provide ball valves for their operations. In this project, DERVOS supplied a batch of high-performance ball valves and check valves for fluid control in oil and gas applications. They required various types and specifications of ball and check to meet the operational and sealing requirements of different pipeline systems.

In 2017, DERVOS contributed to an innovative environmental initiative led by ECOFUEL, an emerging canadian player in clean technology. This groundbreaking project aimed to produce sustainable diesel from solid waste, setting a precedent in green energy solutions. DERVOS is proud to have provided 136 sets of premium valves to support this pioneering effort.

Project Background In 2024, DervosValve was selected as a trusted valve supplier for a refinery project in Hungary. The client required large-sized industrial valves capable of handling complex and high-pressure oil and gas media. With years of engineering experience and proven track records in the energy sector, Dervos was chosen to provide a complete valve solution tailored to the refinery’s operational needs. Scope of Supply ● 10 pcs Gate Valves ● 9 pcs Check Valves All valves were designed and manufactured according to API and ASME standards, ensuring compliance with international refinery safety and performance requirements. Product Design & Technical Highlights The supplied valves feature bolted bonnet design, flexible wedge, and rising stem with yoke support, which enhance sealing reliability and facilitate maintenance. Their large-scale structure was customized to fit the refinery’s pipeline system, allowing smooth fluid control and stable operation under high temperature and pressure. Performance in Refinery Conditions Refinery environments involve frequent temperature fluctuations and medium impurities. Dervos valves demonstrated outstanding sealing performance, corrosion resistance, and mechanical strength, ensuring long-term stability with minimal maintenance requirements. The bolted bonnet design also makes disassembly and inspection more convenient during scheduled shutdowns. Why the Client Chose Dervos The Hungarian client valued Dervos for: ● Proven experience in oil & gas valve solutions ● Strict material traceability and quality control system ● Flexible customization capabilities for large valve dimensions ● On-time delivery and complete documentation support Throughout the project, our technical and logistics teams worked closely with the client’s engineers, ensuring each valve was tested, packaged, and delivered to meet project timelines and refinery installation standards. Customer Feedback & Project Outcome After installation and commissioning, the refinery reported stable operation and precise flow control performance. The valves’ large design and robust construction fully met system pressure and flow requirements. The client expressed satisfaction with both the quality and Dervos’ technical responsiveness, laying a solid foundation for future cooperation. Conclusion This successful refinery project in Hungary once again highlights Dervos’ ability to deliver reliable, large-size valve solutions for the oil and gas industry. We continue to serve our global partners with precision engineering, professional service, and long-term reliability.

Zimbabwe National Oil Infrastructure Company (NOIC) Tank Farm Project This article is based on a tank farm project of the Zimbabwe National Oil Infrastructure Company (NOIC), focusing on practical challenges in pipeline isolation and maintenance switching, including flammable media, the requirement for pressurized operation, and high reliability under outdoor conditions. The solution involves a 10" 150LB swing type line blind valve, designed in accordance with ASME B16.34, with WCB cast steel body and metal sealing tested to API 598 zero leakage standards. Combined with worm gear operation and an anti-misoperation mechanism, the valve enables positive isolation switching without depressurization or shutdown. The implementation effectively improves operational safety, enhances maintenance efficiency, and reduces downtime losses. This case provides practical reference for engineers involved in pipeline isolation, valve selection, and online maintenance in the oil & gas industry. Project Background ● End User: Zimbabwe National Oil Infrastructure Company (NOIC) ● Installation Location: Petroleum storage terminal, Zimbabwe ● Medium: Petroleum ● Operating Requirement: The pipeline must reliably switch between normal operation and maintenance conditions, with strict requirements for safe isolation and zero leakage shut-off. Challenges Faced by the Client 1) Flammable Medium with High Safety RequirementsThe transported medium is petroleum. Any leakage may result in serious safety incidents. Therefore, high sealing integrity and operational reliability are required. 2) Requirement for Isolation Under PressureConventional valves cannot provide positive isolation without depressurization during maintenance. Depressurization leads to operational interruption, product loss, and additional restart costs. 3) Outdoor Installation with High Reliability DemandThe valve is installed in an outdoor station. It must withstand site environmental conditions and ensure stable operation with controlled risk of misoperation over long-term service. Solution To address the above conditions, Dervos Valve supplied a 10" 150LB swing type line blind valve with the following key design features: 1) Design Standard and MaterialThe valve is designed and manufactured in accordance with ASME B16.34. The body material is WCB cast carbon steel, suitable for petroleum service conditions, with a temperature range of -29°C to 150°C, offering adequate corrosion resistance and mechanical strength. 2) Sealing PerformanceThe sealing pair adopts a precision-machined soft sealing structure, tested in accordance with API 598. It achieves reliable zero leakage under petroleum service conditions, ensuring safe pipeline isolation. 3) Swing Type Blind StructureThe swing blind plate allows switching between flow and blind positions without pipeline disassembly or depressurization. This enables rapid transition and solves the limitation of conventional valves in achieving online positive isolation. Swing Type Blind Technical Drawing 4) Operation and Safety DesignEquipped with a worm gear operator and anti-misoperation device, the valve ensures smooth manual operation with clear position indication, minimizing the risk of incorrect operation in field conditions. Implementation Results After commissioning, the solution delivered the following benefits: 1) Reliable Isolation PerformanceThe valve meets API 598 leakage requirements. No leakage has been observed during operation, ensuring safe pipeline performance. 2) Improved Maintenance EfficiencyThe swing type structure enables online isolation without depressurization. Maintenance time is significantly reduced, minimizing production interruption. 3) Controlled Operational SafetyClear blind position indication and anti-misoperation design reduce risks for field operators, aligning with safety management practices in oil & gas facilities. Conclusion In this project, Dervos Valve provided a swing type line blind valve solution that achieves safe isolation under continuous operation in petroleum service. The solution ensures long-term sealing reliability and meets the project's requirements for safety, reliability, and operational efficiency in national oil infrastructure applications.

In an industrial steam system project in Hungary, a DN400 PN40 sliding blind valve was applied to achieve safe isolation and zero leakage shut-off under high-temperature conditions. What Challenges Are Commonly Encountered in Steam System Maintenance? In industrial steam systems, maintenance activities often face several practical challenges.In this project, the main issues included: ● The process medium was steam, with an operating temperature of approximately 250°C and a design temperature range from -39°C to 350°C, requiring the equipment to withstand both high-temperature and low-temperature conditions. ● The steam system required high sealing performance; conventional valves are prone to sealing failure under high-temperature steam conditions. ● During pipeline maintenance, safe isolation was required; traditional isolation methods could not achieve blind switching without depressurization. ● The valve was exposed to outdoor conditions, with ambient temperatures as low as -39°C, requiring high structural reliability and safe operation. How Can These Challenges Be Addressed in High-Temperature Steam Pipeline Systems? Based on the actual service conditions and technical requirements, Dervos Valve provided a customized DN400 PN40 forged sliding blind valve solution: 1. Material and Standards Designed in accordance with EN 12516, the valve body is made of ASTM A350 LF2 forged steel, offering both low-temperature impact toughness down to -40°C and stable strength at temperatures up to 350°C, suitable for wide temperature fluctuations. 2. Sealing Design The sealing pair adopts Stellite hardfacing with precision-machined metal sealing surfaces, meeting EN 12266-1 Leakage Class A requirements.Reliable zero leakage performance is maintained under 250°C saturated steam and thermal cycling conditions. 3. Structure and Operation The full-bore design reduces flow resistance, while a gear-operated mechanism ensures smooth operation for large-size PN40 valves. The sliding blind structure enables inline isolation switching without depressurization or pipeline disassembly, combined with: ● Mechanical interlock to prevent misoperation ● Visual position indication This significantly improves maintenance safety. Project Performance Since commissioning, the valve has completed more than 20 pressurized isolation operations, with sealing performance consistently meeting Class A requirements and no internal or external leakage observed. The switching time for each isolation operation is controlled within 10 minutes, significantly reducing maintenance time compared to traditional methods involving depressurization and manual blind insertion. Designed in accordance with EN 12516, the valve has an expected service life of 30 years, contributing to a substantially lower total lifecycle maintenance cost.

Project Type: Safety upgrade of an in-service high-pressure pipelineClient: A major oil & gas company in Russia (Siberia region)Application: Isolation and maintenance blind-off for high-temperature steam / hot oil pipelinesPressure Rating: 2600LB (Class 2600)Core Product: F22 Swing-Type Line Blind Valve (note: swing-type retained; see clarification below)Commissioning: Q3 2024Data Collection Period:12 months 1. Challenges Faced by the Client The pipeline system operates at pressures up to 2600LB, with media including high-temperature steam (up to 520°C) and hot oil. The valve is required to provide highly reliable sealing performance under high-pressure conditions. Maintenance isolation and blind-off operations must be carried out safely without shutting down the system. However, conventional line blind valves presented the following issues under large-diameter and high-pressure conditions: Difficult operation:Each blind-off operation required pipeline depressurization. The average operation time was approximately 45 minutes, requiring coordination of three operators. Leakage risk:Under high-pressure thermal cycling, sealing surfaces were prone to deformation. Two minor leakage incidents had previously resulted in unplanned shutdowns. Harsh environment:In Siberia, winter temperatures can drop to -45°C, while pipeline surface temperatures exceed 60°C in summer. Frequent industrial vibration places high demands on valve structural strength and durability. High maintenance cost:The existing valves required inspection and maintenance every three months, with annual maintenance costs exceeding USD 120,000. 2. Proposed Solution A swing-type line blind valve manufactured in F22 material was provided, designed in accordance with ASME B16.34, ensuring high-pressure and high-temperature resistance while accommodating mechanical stress in industrial environments. The valve adopts a swing-type mechanism, allowing the blind plate to rotate smoothly within the valve body during operation. This enables safe switching between isolation and flow positions without requiring pipeline depressurization, reducing operational risks. The valve body material can be selected as F11 or F22. With high-temperature alloy properties, stable sealing performance is maintained under high-temperature steam or hot oil service. An RTJ (Ring-Type Joint) flange connection is applied, facilitating installation in large-diameter pipelines. In addition, a mechanical interlock is incorporated to prevent misoperation and enhance on-site safety. 2.1 Key Technical Advantages Swing-Type Design for Online IsolationThe blind plate rotates smoothly within the valve body, eliminating the need for valve disassembly or pipeline depressurization. Each isolation / flow switching operation can be completed within approximately 10 minutes by a single operator. F22 High-Temperature Alloy for Extreme Service ConditionsF22 material (containing Cr 2.00–2.50% and Mo 0.90–1.10%) maintains high creep rupture strength at temperatures up to 520°C. It also meets low-temperature impact test requirements down to -46°C, making it suitable for the full annual temperature range in Siberia. Enhanced Sealing ReliabilitySpring-loaded sealing surfaces automatically compensate for dimensional changes caused by thermal cycling. After 500 thermal cycles, the leakage rate remains better than ISO 5208 Rate A (zero visible leakage). Anti-Misoperation DesignEquipped with a mechanical interlock and position indicator to prevent incorrect operation under pressurized conditions, improving on-site operational safety. 2.2 Performance Comparison with Conventional Line Blind Valves Compared with conventional line blind valves, the F22 swing-type solution demonstrates the following performance improvements: ● Operation time (per isolation): reduced from 45 minutes (with depressurization required) to 10 minutes (online switching) ● Personnel required: reduced from 3 operators to 1 operator ● Leakage rate (over 12 months of operation): from 2 recorded minor leakage incidents to zero leakage ● Maintenance interval: extended from every 3 months to ≥18 months ● Operating temperature range: expanded from -20°C ~ 400°C to -46°C ~ 520°C ● Annual maintenance cost: reduced from approximately USD 120,000 to below USD 20,000 3. Achieved Results 3.1 Key Operational Indicators Zero-leakage operation:Over 12 months of service, the valve maintained zero visible leakage, with no unplanned pipeline shutdowns. 78% improvement in operational efficiency:The time required for a single isolation operation was reduced from 45 minutes to 10 minutes, resulting in over 200 hours of annual labor time savings. ...

1. Project Background and Purpose of the Visit Previously, DERVOS supplied a batch of floating ball valves, trunnion-mounted ball valves, and swing check valves for the MOL refinery upgrade project in Hungary. Detailed specifications and technical data for this project are available in the previous case study. Recently, the DERVOS team visited Hungary to conduct a follow-up inspection at the same project site. The purpose of the visit was to evaluate the actual operating condition of the supplied valves, communicate directly with the client’s on-site engineering team, and collect feedback after several months of operation. 2. Current Project Status During the visit, it was confirmed that the MOL refinery is currently in a post-incident recovery phase. In October 2025, a fire occurred in the AV3 crude distillation unit, and repair work is ongoing. Full production capacity is expected to resume in Q3 2026. Despite this, in units that remain operational or are in maintenance intervals, all valves supplied by DERVOS are functioning normally. The client confirmed that no performance issues related to DERVOS valves have been reported. 3. Site Inspection Details The DERVOS team accessed the valve installation areas for on-site inspection. Particular attention was given to four trunnion-mounted ball valves equipped with 2-meter extended stems, a customized design to meet specific operating distance requirements. It was observed that the extended stem design allows operators to control the valves from a safe and accessible distance. The IP68-rated worm gear operators also demonstrated reliable sealing performance under local environmental conditions. The team also inspected floating ball valves and swing check valves installed in medium-pressure and high-temperature zones. No leakage or abnormal operation was identified. 4. Client Feedback During technical discussions, the client’s engineering team provided positive feedback. One project manager commented: “DERVOS clearly understands our operating conditions. The extended stem solution is exactly what we required. So far, the valves have operated reliably, with no unplanned downtime.” The client also acknowledged DERVOS for its prompt response during the delivery phase and the clarity of the technical documentation provided. 5. After-Sales Service Actions This visit was part of DERVOS’s standard after-sales follow-up. For each project, DERVOS provides an 18-month warranty from the date of shipment. Any quality-related issues are addressed promptly. During the visit, the team reviewed installation and maintenance records together with the client’s on-site maintenance personnel. No outstanding issues were identified. 6. Additional Project Context The MOL Danube Refinery, located in Százhalombatta south of Budapest, is one of the largest refineries in Central and Eastern Europe, with a processing capacity of 165,000 barrels per day. MOL Group is also advancing geothermal exploration around the refinery and has established a solar park and a green hydrogen facility. Although DERVOS valves are used in a conventional refinery upgrade project, this visit provided broader insight into the client’s transition toward low-carbon operations. 7. Conclusion and Outlook This site visit in Hungary was more than a routine follow-up. It reflects DERVOS’s commitment to the full product lifecycle—from engineering and delivery to post-commissioning support. Going forward, DERVOS will continue to provide reliable valve solutions and proactive field support for MOL and other refinery clients across Europe.
Copyright © 2015-2026 DERVOS VALVE CO.,LTD.All Rights Reserved Blog / Sitemap / XML / Privacy Policy












