What is a Pinch Valve Definition, Structure, and Industrial Use
Jun 05, 2026
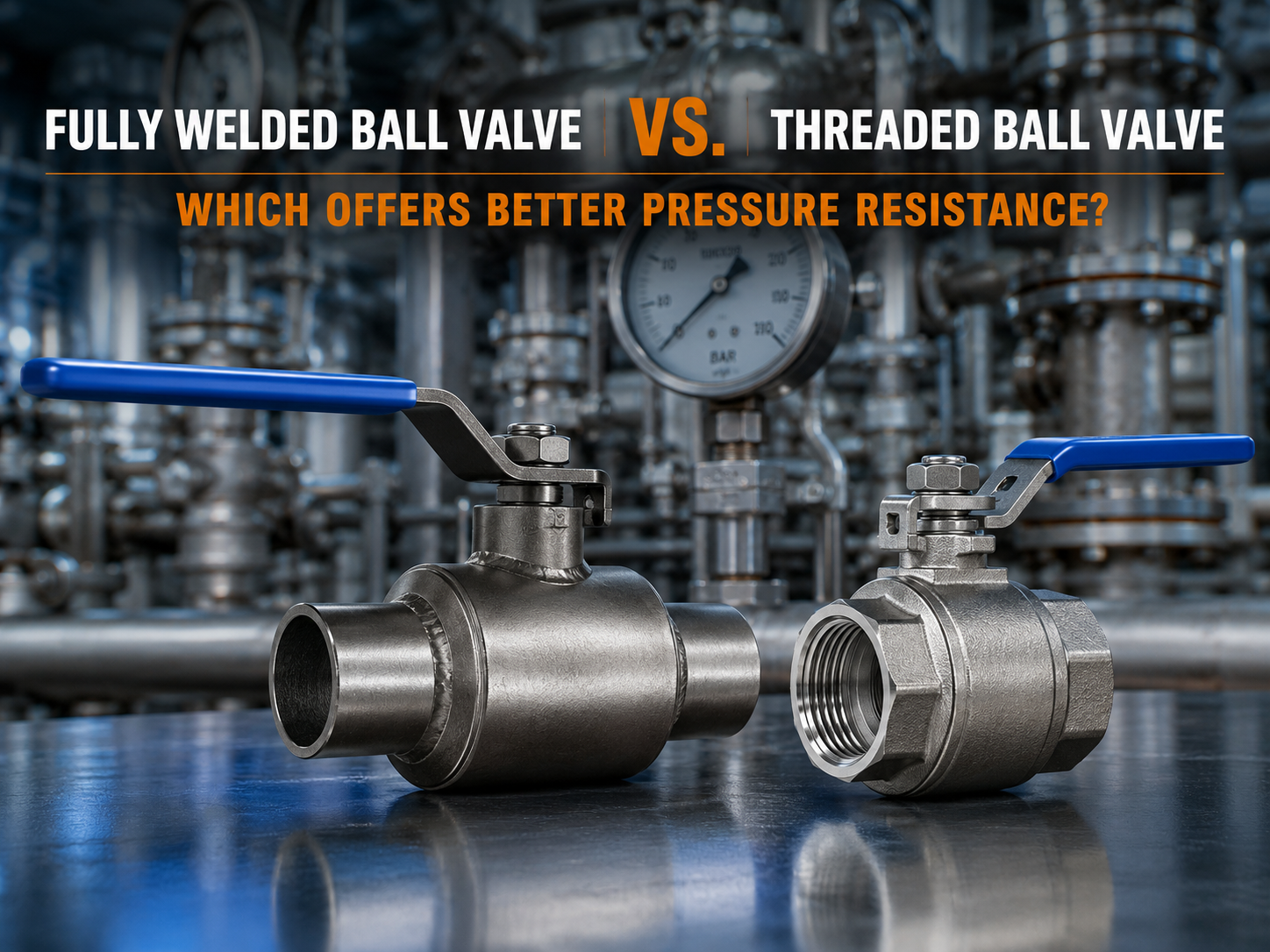
Introduction A pinch valve is a type of linear valve in which the flow of fluid is controlled by compressing a flexible sleeve. Unlike conventional metal-seated valves, pinch valves rely on a resilient elastomer tube that is “pinched” closed by a mechanical or pneumatic actuator to stop or regulate flow. This design allows full-bore flow with minimal obstruction when open and tight shut-off when closed, making pinch valves suitable for abrasive, corrosive, or slurry-type media. Pinch valves are used across industries such as water and wastewater treatment, chemical processing, mining, pneumatic conveying, and slurry handling. Their simple structure and minimal internal components make them resistant to clogging, easy to maintain, and particularly effective in systems where suspended solids or corrosive chemicals are present. Structure and Working Principle The key element of a pinch valve is its elastomer sleeve, which serves as both the sealing surface and the flow channel. When the actuator compresses the sleeve against the valve body, the valve closes and prevents fluid passage. Releasing the pinch pressure allows the sleeve to return to its original shape, enabling full flow. Valves may have manual, pneumatic, or electric actuators. The sleeve material—commonly natural rubber, EPDM, NBR, or specialty compounds—is selected based on chemical compatibility, temperature limits, and abrasion resistance. The valve body, typically made of carbon steel, stainless steel, or plastic, provides structural support and pressure containment. Key Advantages and Engineering Considerations Pinch valves are appreciated for their simplicity and reliability in handling challenging fluids. Because the sleeve is the only wetted component, there is minimal contact between the media and the valve body, reducing corrosion risk. They are inherently “full bore,” which minimizes pressure drop and makes them suitable for high-solids content flows. However, their performance depends heavily on proper sleeve selection, pinch force, and actuator alignment. Misapplication—such as exceeding temperature limits, using incompatible chemicals, or operating with high-pressure abrasive slurry—can accelerate sleeve wear, affect sealing integrity, or shorten service life. For engineers and procurement professionals, specifying the correct sleeve material, actuator type, and pressure rating is crucial to ensure reliable operation. Practical Advice for Industrial Use Maintenance is generally straightforward: sleeve inspection, replacement schedules, and actuator calibration are the main tasks. In critical systems handling toxic, flammable, or high-temperature media, maintenance must follow strict lockout-tagout and isolation procedures. Selecting a sleeve material with both chemical resistance and abrasion tolerance is key to extending service life, while actuator force ...
View More