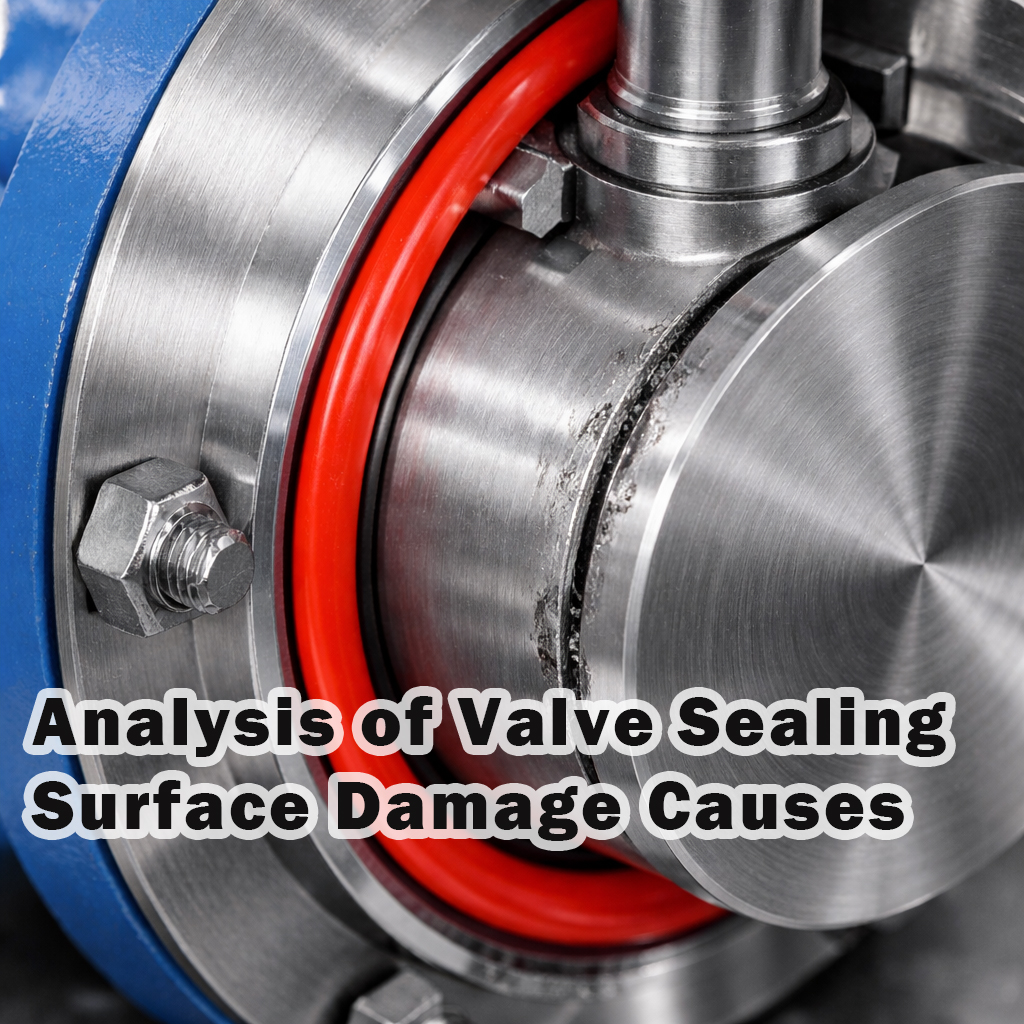
Analysis of Valve Sealing Surface Damage Causes
Jan 23, 2026
Damage to valve sealing surfaces is typically the result of multiple contributing factors, including material selection, operating conditions, operating practices, and maintenance. The following is a categorized summary of the most common causes: 1. Mechanical Damage ● Wear: Solid particles in the medium (such as sand or welding slag) erode the sealing surface, resulting in scratches or grooves. ● Abrasive scuffing: Frictional wear caused by relative movement of the sealing surfaces during valve opening and closing, particularly in metal-to-metal sealing pairs. ● Impact damage: Deformation of the sealing surface caused by high-velocity fluid impingement or rapid valve opening and closing, leading to impact loading. 2. Chemical Corrosion ● Media corrosion: Acidic, alkaline, or oxidizing media directly attack the sealing surface material, such as metal corrosion caused by H₂S or chloride ions. ● Electrochemical corrosion: When sealing pairs made of dissimilar metals are exposed to an electrolyte, galvanic corrosion may occur due to electrochemical cell formation. ● Erosion–corrosion: The combined effect of corrosive media and high-velocity flow accelerates material loss on the sealing surface. 3. Thermal Damage ●Thermal fatigue:Frequent temperature fluctuations cause repeated thermal expansion and contraction of the sealing surface, leading to cracking or deformation. ●High-temperature oxidation:At elevated temperatures, the sealing surface may undergo oxidation, hardening, or burn-off, as commonly observed in steam valve applications. ●Thermal shock:Sudden exposure to high- or low-temperature media can cause cracking of the sealing surface, such as during rapid condensation or cold media ingress. 4. Improper Installation and Operation ●Installation misalignment: Incorrect valve installation or excessive piping stress can result in uneven loading on the sealing surfaces. ●Over-tightening: Excessive preload applied to the valve stem or bolting may crush or deform the sealing surface, particularly in soft-seated valves or soft sealing gaskets. ●Rough operation: Rapid opening and closing or excessive operating force can cause impact damage to the sealing surfaces. 5. Material Defects ●Improper material selection: The sealing surface material lacks sufficient resistance to process media, high temperature, or wear, such as the use of carbon steel in acidic service. ●Manufacturing defects: Defects in the hardfacing or overlay layer, including porosity, slag inclusions, or improper heat treatment, reduce wear resistance and overall sealing performance. 6. Abnormal Operating Conditions ●Cavitation / flashing: Pressure fluctuations in the fluid generate vapor bubbles that collapse and impact the sealing surface, a phenomenon commonly observed in valves installed downstream of pumps. ●Scaling / deposition: Impurities in the medium accumulate on the sealing surface, impairing tight shutoff, suc...
View More