



Refineries operate under some of the most demanding process conditions found in the energy industry. High pressure, elevated temperature, sour media, corrosive fluids, and frequent thermal cycling place strict requirements on valve performance. In these environments, ball valves are widely used because they provide reliable shutoff, low pressure loss, and fast operation. However, selecting the best ball valve for refinery applications depends less on the valve type itself and more on matching the design to the process conditions. Why Ball Valves Are Common in Refinery Service Refinery units handle hydrocarbons, hydrogen, steam, sulfur compounds, and various aggressive chemicals. If bubble-tight isolation is required, then trunnion mounted ball valves are generally preferred for larger sizes and higher pressure classes because seat loading remains stable under differential pressure. Floating ball valves are more common in small-bore lines where compact dimensions and simple construction are advantageous. API 6D and ASME B16.34 designs are frequently specified for refinery piping systems. Fire-safe construction in accordance with API 607 or API 6FA is often mandatory because accidental loss of soft seats must not result in external leakage. If the process medium contains hydrogen sulfide, then materials must comply with NACE MR0175 to reduce the risk of sulfide stress cracking. Material Selection Depends on Process Media Material compatibility is one of the primary factors affecting service life. Carbon steel valves are suitable for many hydrocarbon services, while stainless steel provides improved corrosion resistance in wet and chemically aggressive environments. Duplex and super duplex stainless steels are selected when chloride-induced corrosion becomes a concern. If the process contains sulfur compounds or sour gas, then hardness control and material qualification become critical. In high-temperature applications, thermal expansion must be considered because excessive growth can increase operating torque and accelerate seat wear. If severe erosion is expected, then hard-faced balls and seats with tungsten carbide or chromium carbide coatings can significantly improve durability. Sealing Performance and Failure Prevention Soft-seated ball valves provide excellent shutoff performance, but seat materials determine their temperature limits. PTFE and reinforced PTFE are common in moderate-temperature services, while PEEK offers improved mechanical strength and higher temperature capability. If temperatures exceed the limits of polymer seats, then metal-seated ball valves become a more suitable solution. Most valve failures in refineries are related to seat damage, stem leakage, or corrosion. If particulate contamination is present, then cavity fillers or metal seats may reduce wear. Double block and bleed configurations are often used where positive isolation is required for maintenance...
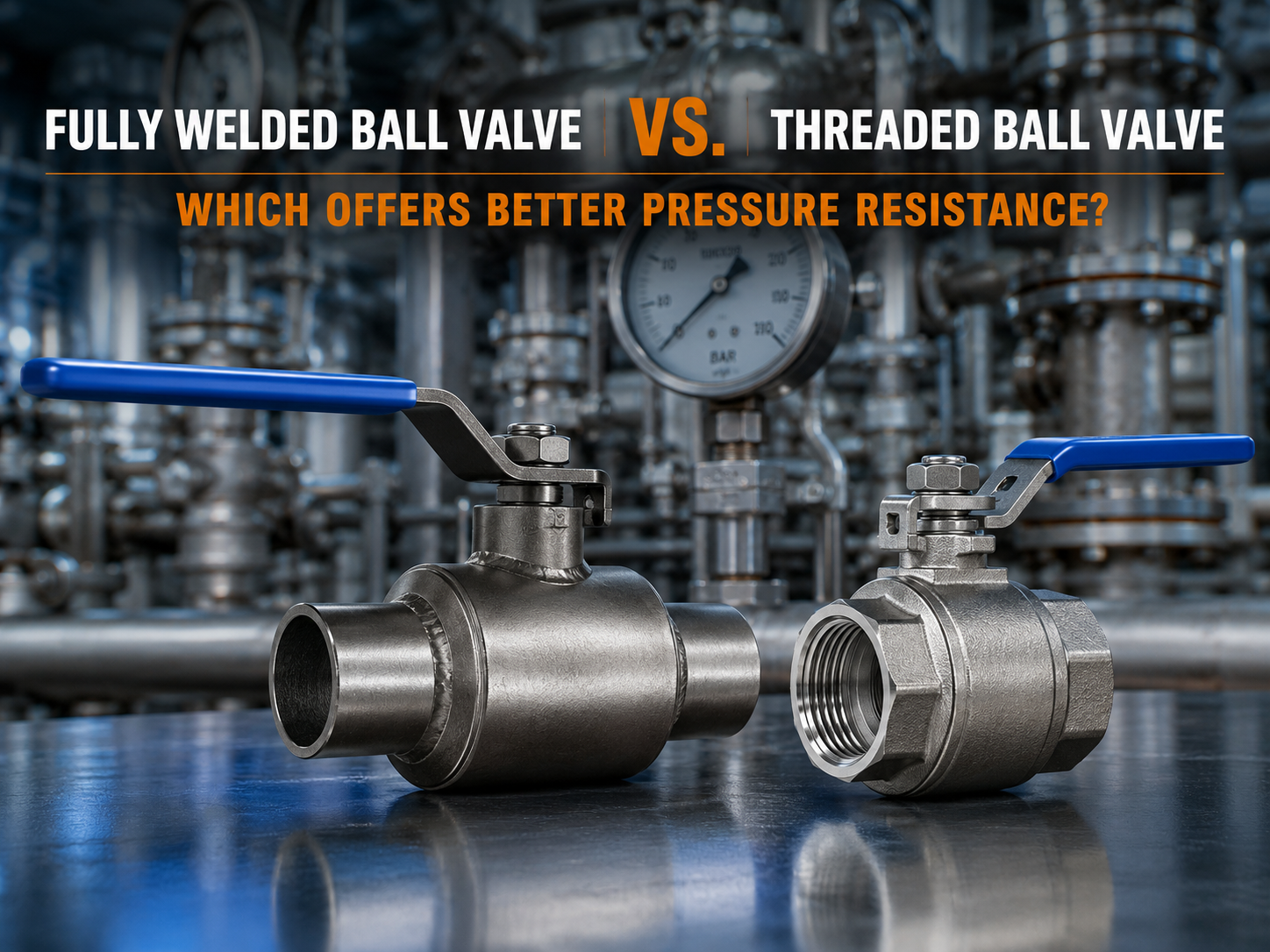
In natural gas transmission, district heating networks, petrochemical facilities, and industrial utility systems, ball valves are widely used for reliable flow isolation. One of the most common questions during valve selection is: Which provides better pressure resistance—a fully welded ball valve or a threaded ball valve? Understanding the Structural Difference Between Fully Welded and Threaded Ball Valves From a structural perspective, fully welded ball valves generally offer higher pressure-bearing capability. The valve body is manufactured using a fully welded construction, eliminating threaded body connections and reducing stress concentration points associated with mechanical joints. Under high-pressure conditions, frequent pressure fluctuations, or significant temperature changes, the welded structure can provide greater mechanical integrity and more stable sealing performance. Threaded ball valves, by contrast, rely on threaded connections to assemble the valve body. While this design simplifies installation and maintenance, threaded joints are inherently more susceptible to stress and deformation. As system pressure increases or when vibration and thermal expansion-contraction cycles are present, threaded connections may become vulnerable to loosening, potentially resulting in external leakage. Common field indications include leakage around the stem packing area, seepage from body connections, or accelerated wear of sealing components. Why Fully Welded Ball Valves Typically Offer Higher Pressure Resistance The primary advantage of a fully welded ball valve lies in its one-piece welded body construction. Without threaded body joints, the valve can better withstand internal pressure loads and reduce the possibility of leakage caused by connection failure. In applications involving high operating pressures, pressure surges, or repeated thermal cycles, the welded structure maintains better dimensional stability and structural strength. This is one of the key reasons why fully welded ball valves are widely used in gas transmission pipelines, district heating systems, and other critical infrastructure projects. How Sealing Performance Affects Pressure Capability In high-pressure service, valve failure is not determined solely by body strength. The sealing system also plays a critical role. Fully welded ball valves typically utilize an integral body design that minimizes potential external leakage paths and provides more consistent support for the seat sealing surfaces. In threaded ball valves, small dimensional changes at threaded joints during long-term pressure cycling may affect seat loading, potentially increasing the risk of internal leakage. If significant leakage, abnormal deformation, or pressure test failure is observed, the valve should be removed from service and inspected immediately. For flammable, toxic, or high-temperature media, disassembly and maintenance under pre...
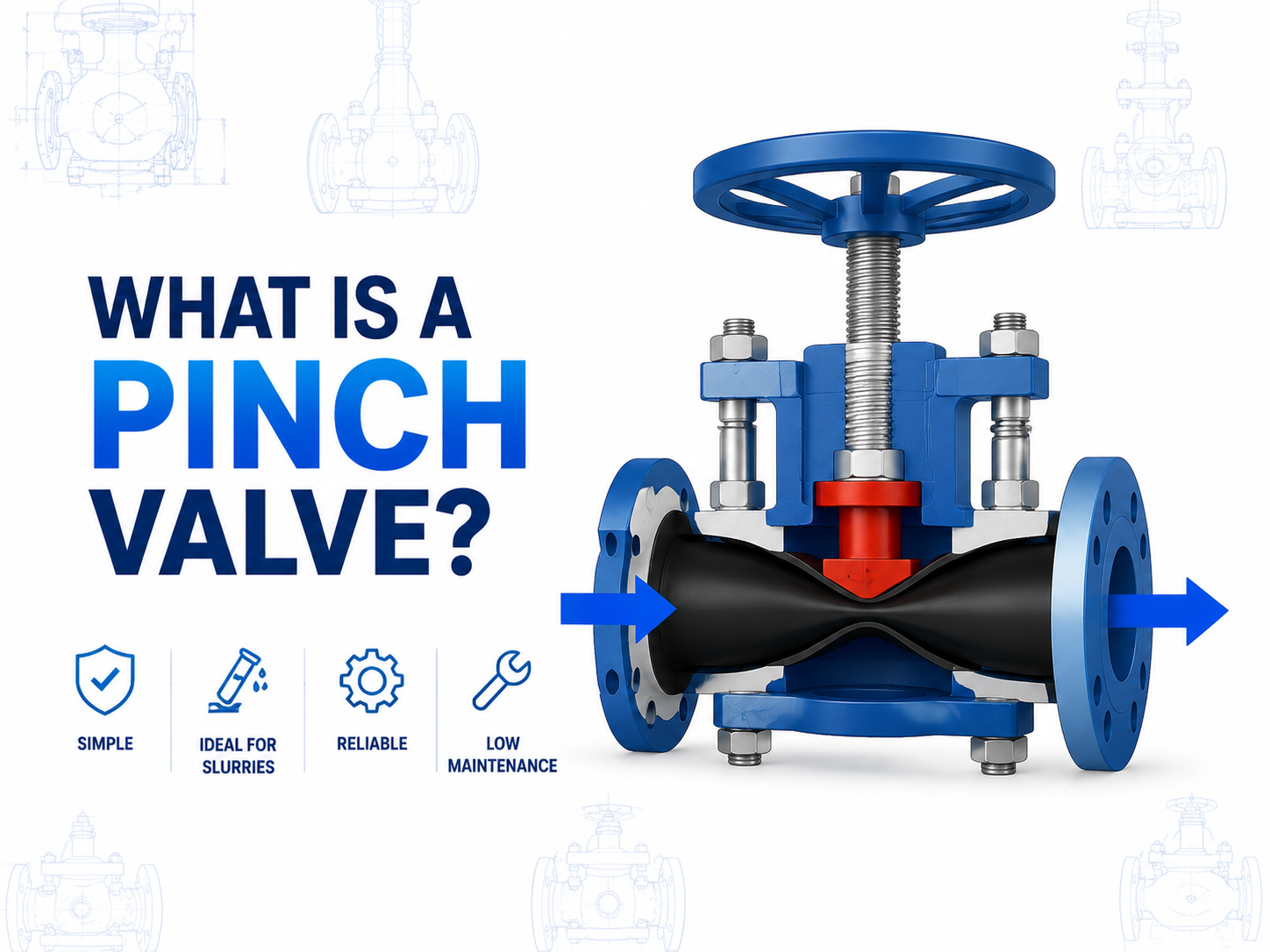
Introduction A pinch valve is a type of linear valve in which the flow of fluid is controlled by compressing a flexible sleeve. Unlike conventional metal-seated valves, pinch valves rely on a resilient elastomer tube that is “pinched” closed by a mechanical or pneumatic actuator to stop or regulate flow. This design allows full-bore flow with minimal obstruction when open and tight shut-off when closed, making pinch valves suitable for abrasive, corrosive, or slurry-type media. Pinch valves are used across industries such as water and wastewater treatment, chemical processing, mining, pneumatic conveying, and slurry handling. Their simple structure and minimal internal components make them resistant to clogging, easy to maintain, and particularly effective in systems where suspended solids or corrosive chemicals are present. Structure and Working Principle The key element of a pinch valve is its elastomer sleeve, which serves as both the sealing surface and the flow channel. When the actuator compresses the sleeve against the valve body, the valve closes and prevents fluid passage. Releasing the pinch pressure allows the sleeve to return to its original shape, enabling full flow. Valves may have manual, pneumatic, or electric actuators. The sleeve material—commonly natural rubber, EPDM, NBR, or specialty compounds—is selected based on chemical compatibility, temperature limits, and abrasion resistance. The valve body, typically made of carbon steel, stainless steel, or plastic, provides structural support and pressure containment. Key Advantages and Engineering Considerations Pinch valves are appreciated for their simplicity and reliability in handling challenging fluids. Because the sleeve is the only wetted component, there is minimal contact between the media and the valve body, reducing corrosion risk. They are inherently “full bore,” which minimizes pressure drop and makes them suitable for high-solids content flows. However, their performance depends heavily on proper sleeve selection, pinch force, and actuator alignment. Misapplication—such as exceeding temperature limits, using incompatible chemicals, or operating with high-pressure abrasive slurry—can accelerate sleeve wear, affect sealing integrity, or shorten service life. For engineers and procurement professionals, specifying the correct sleeve material, actuator type, and pressure rating is crucial to ensure reliable operation. Practical Advice for Industrial Use Maintenance is generally straightforward: sleeve inspection, replacement schedules, and actuator calibration are the main tasks. In critical systems handling toxic, flammable, or high-temperature media, maintenance must follow strict lockout-tagout and isolation procedures. Selecting a sleeve material with both chemical resistance and abrasion tolerance is key to extending service life, while actuator force ...
Copyright © 2015-2026 DERVOS VALVE CO.,LTD.All Rights Reserved Blog / Sitemap / XML / Privacy Policy













